
新闻中心
联系方式
- 全国服务热线: 18620296511
- 传真: 020-31075926
- QQ:120983822
- 邮箱:120983822@qq.com
- 地址:广州市番禺区石碁镇金山村华创动漫产业园C6栋2楼202
如何定制火焰淬火工艺?
人气:发表时间:2017-06-21 16:16:02
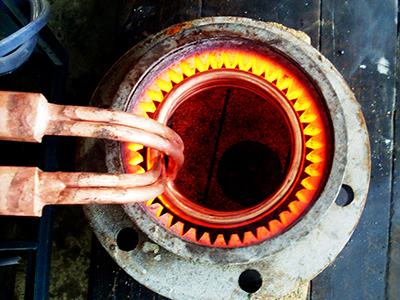
(1)加热温度由于火焰加热的速度很快,过热度很大,奥氏体晶粒在短时间内不会长大,所以淬火温度比普通淬火温度高得多。对于有淬硬层深度要求的工件,表面加热温度应更高一些。对于同时加热淬火法,工件表面的温度取决于加热时间,时间越长,表面温度越高。对于其他几种火焰淬火方法,工件表面硬度取决于工件旋转速度及工件相对于喷嘴的移动速度。
(2)火焰喷嘴与加热面的距离 在淬火过程中,火焰喷嘴与加热面之间的距离是影响淬火温度的因素之一,应根据工件直接大小及钢的化学成分来选择。一般为6-15mm,使焰心距表面约2-3mm为好,这样可以得到较高的热效率。同时,火焰喷嘴与加热面之间保持固定的距离,有利于得到较均匀的加热层。对于截面较大,碳含量较低的工件可适当减小距离;对于截面较小,碳含量较高的工件,可适当增加距离。
(4)水孔与火孔之间的距离 水孔与火孔之间的距离,对连续淬火时的淬火质量影响很大。当距离太近时,则淬火温度过高,变形大,温度不均,硬度不一,且水花的飞溅会使火焰熄灭或产生回击现象;距离太远时,则热量会传得深,使淬硬层太深,或因表面温度降低太多,引起硬度不足。一般以10-25mm为宜。
(5)淬火介质 水是最常用的淬火介质,适合于碳的质量分数小于0.6%的碳钢淬火。对于碳的质量分数为大于0.6%的碳钢和低温合金钢,可以使用乳化液或其他水溶性淬火介质。使用时,要求淬火介质的冷却能力可以通过介质温度、压力及流量进行调节,并保持稳定,以保证冷却均匀。
下一篇:解决高频机干扰家用电器化现象
相关资讯
- 金属圆体材料如何高频淬火2017-06-21
- 钢回火的目的?2017-06-21
- 中频熔炼炉的使用厂家有哪些2017-06-21
- 中频熔炼炉如何进行设备检查?2017-06-21
- 什么称为调质?2017-06-21
- 什么叫表面淬火?2017-06-21
- 熔炼用途应用范围2017-06-21
- 淬火用途应用范围2017-06-21
